

Раcходный материал
Разные материалы обладают разными характеристиками.
Выбирайте пластик, исходя из задач, которые вы ставите перед печатью и конечной моделью.
Выбирайте пластик, исходя из задач, которые вы ставите перед печатью и конечной моделью.
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
PLA пластик

ABS пластик
HIPS
Flex (TPE)
PET-G
ASA
Nylon
Watson
⇣ BestFilament
ABS/PC
PVA
Расстояние между блоками (от кнопки до кнопки) — 165 px
самый универсальный
ударопрочный,
с большой усадкой
с большой усадкой
гибкий и износостойкий
водорастворимые поддержки для ABS
ударопрочный
с минимальной усадкой
с минимальной усадкой
прочный, стойкий
к истиранию
к истиранию
прозрачный, прочный
и гибкий
и гибкий
ударопрочный
и термостойкий
и термостойкий
водорастворимые поддержки для PLA
атмосферостойкий
аналог ABS пластика
аналог ABS пластика
Выберите производителя:
BFWood
имитация текстуры
дерева
дерева
BFBronze
имитация текстуры
бронзы
бронзы
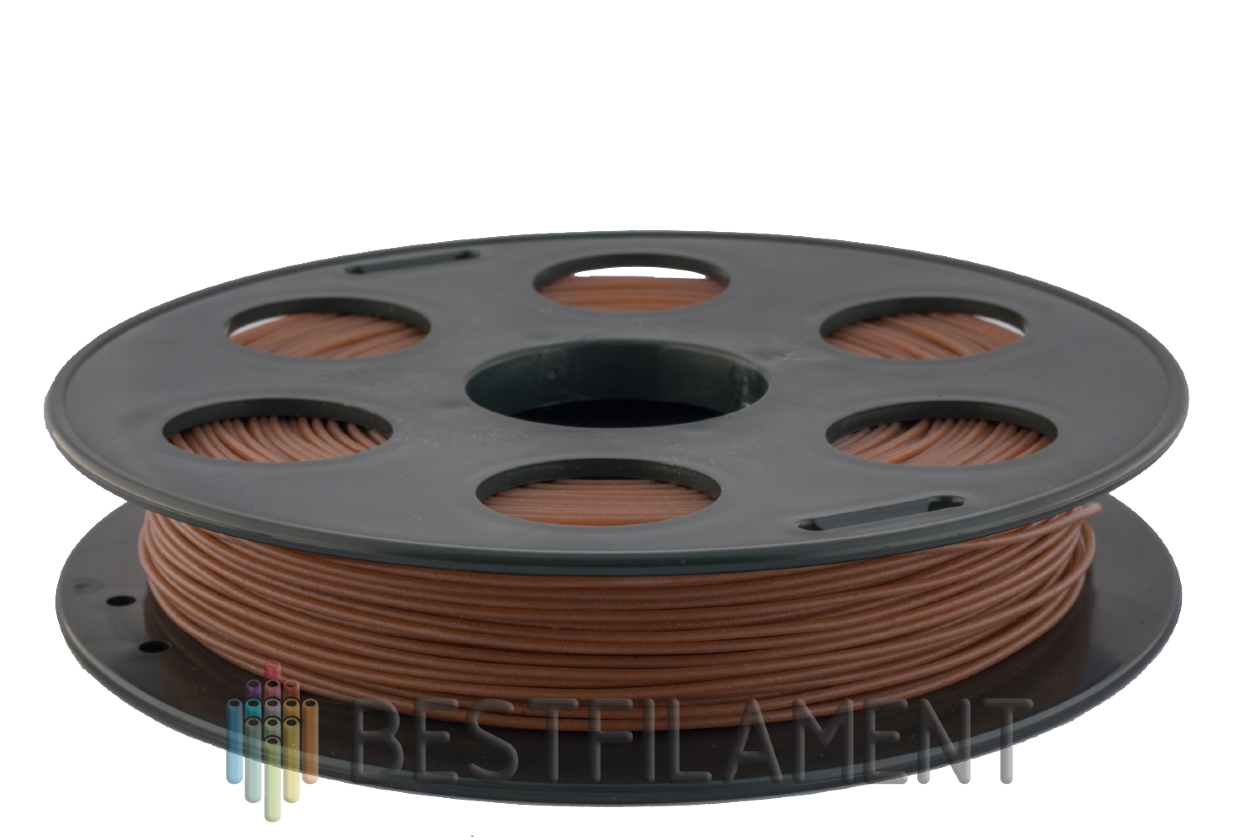
BFCopper
имитация текстуры
меди
меди
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
Сопло
Через сопло горячий пластик льётся на стол.
Чем толще сопло, тем производительнее печать. Чем тоньше, тем более детализированной получится модель.
Чем толще сопло, тем производительнее печать. Чем тоньше, тем более детализированной получится модель.

Сопло
от 0,2 по 1,2 мм
Расстояние между блоками (от кнопки до кнопки) — 165 px
Расстояние после описания — 80 px
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
Клей для адгезии
Увеличивает сцепление изделия с поверхностью стола.
Просто нанесите клей на ваш нагревательный стол и всё.
Просто нанесите клей на ваш нагревательный стол и всё.
Клей «Иолай»
100 мл, 1 шт.
Расстояние между блоками (от кнопки до кнопки) — 165 px
Расстояние после описания — 80 px

Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
Плёнка для адгезии
Адгезия первого слоя к поверхности печати — одна из насущных проблем в 3D печати.
Вы можете использовать каптоновую пленку, синий скотч, клей карандаш, лак для волос или «специальный» лак.
Но всё же эффективней будет плёнка для адгезии.
Вы можете использовать каптоновую пленку, синий скотч, клей карандаш, лак для волос или «специальный» лак.
Но всё же эффективней будет плёнка для адгезии.
Плёнка для адгезии
1 шт., 1 упаковка (25 шт.)
Расстояние между блоками (от кнопки до кнопки) — 165 px
Расстояние после описания — 80 px
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
MOB 1 = 143
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
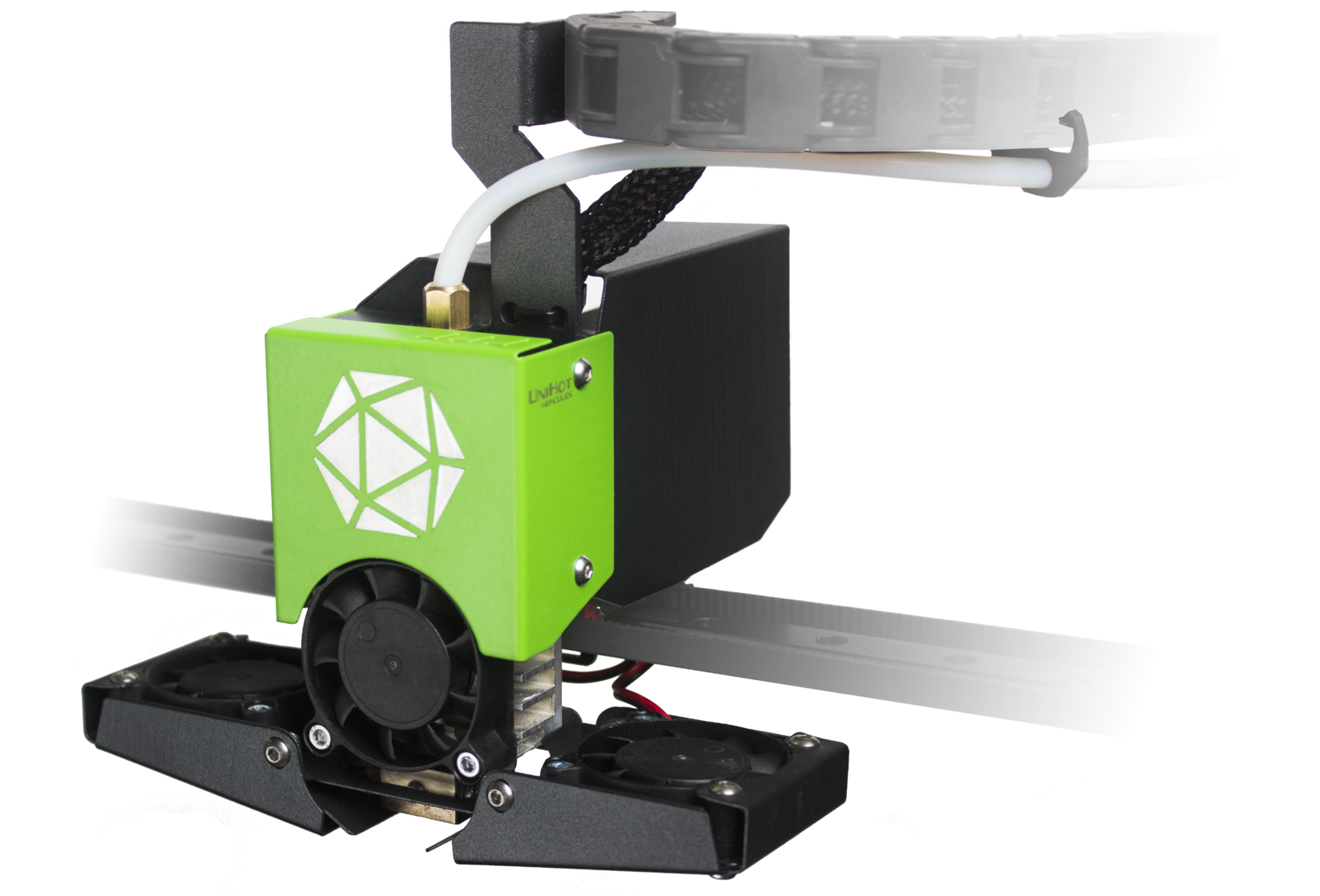
Экструдер UniHot
Экструдер UniHot — разработка компании, используется только в 3D принтерах модельного ряда Hercules.
Стабильно работает со всеми доступными материалами для печати по технологии FDM. Имеет возможность смены сопла от 0,2 до 1,2 мм.
UniHot — самый производительный экструдер для печати гибкими материалами, что подтверждается сертификатом от производителя расходных материалов REC.
Стабильно работает со всеми доступными материалами для печати по технологии FDM. Имеет возможность смены сопла от 0,2 до 1,2 мм.
UniHot — самый производительный экструдер для печати гибкими материалами, что подтверждается сертификатом от производителя расходных материалов REC.
Расстояние между блоками (от кнопки до кнопки) — 165 px
Расстояние после описания — 80 px
Экструдер UniHot
в сборе, 1 шт.
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
MOB 1 = 143
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
Стекло для нагревательного стола
Стекло нужно для того чтобы можно было не ждать остывания детали. Снимаем стекло с готовой деталью, ставим новое и запускаем следующую печать.

Стекло
для Hercules
для Hercules
без грелки, 1 шт.
Стекло
для Hercules Strong
для Hercules Strong
с грелкой и без, 1 шт.
Расстояние между блоками (от кнопки до кнопки) — 165 px
Расстояние после описания — 80 px
Связь 1
40 px
Разделение
75 px
Между блоками
12 px
Связь 2
25 px
MOB 1 = 143
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
MOB 2 = 187
TAB 1 = 231
TAB 2 = 292
Click to order
Total:
Вернуться
Экструдер UniHot
€
3580
Экструдер UniHot — разработка компании, используется только в 3D принтерах модельного ряда Hercules.
Стабильно работает со всеми доступными материалами
для печати по технологии FDM. Имеет возможность смены сопла от 0,2 до 1,2 мм.
UniHot — самый производительный экструдер для печати гибкими материалами, что подтверждается сертификатомот производителя расходных материалов REC.
Стабильно работает со всеми доступными материалами
для печати по технологии FDM. Имеет возможность смены сопла от 0,2 до 1,2 мм.
UniHot — самый производительный экструдер для печати гибкими материалами, что подтверждается сертификатомот производителя расходных материалов REC.
Вернуться
Клей «Иолай»
€
250
Объём: 100 мл
Клей для повышения адгезии при печати. Для лучшего прилипания печатаемого изделия к рабочей поверхности и избежания срывов модели.
Клей прекрасно подходит для FDM печати на подогреваемой платформе всеми видами пластиков.
Способ применения: перед печатью нанесите раствор клея на ткань и протрите ей поверхность стола подогреваемой платформы. Для лёгкого снятия изделия со стола, после печати, дождитесь охлаждения рабочей поверхности до 30°C.
Клей для повышения адгезии при печати. Для лучшего прилипания печатаемого изделия к рабочей поверхности и избежания срывов модели.
Клей прекрасно подходит для FDM печати на подогреваемой платформе всеми видами пластиков.
Способ применения: перед печатью нанесите раствор клея на ткань и протрите ей поверхность стола подогреваемой платформы. Для лёгкого снятия изделия со стола, после печати, дождитесь охлаждения рабочей поверхности до 30°C.
Вернуться
Сопло
€
400
Размер
Сопло D / 0,2 мм
Используется для печати высокодетализированных и мелких изделий.
Рекомендуемое значение высоты слоя: 0,08 мм, но может варьироваться от 0,02 мм до 0,1 мм.
Сопло D / 0,3 мм
Используется для печати изделий любых размеров, в том числе изделий с повышенной детализацией. Не рекомендуется использовать для печати крупногабаритных моделей из-за длительного времени изготовления.
Рекомендуемое значение высоты слоя: 0,1 мм, но может варьироваться от 0,02 мм до 0,25 мм.
Сопло D / 0,5 мм
Подходит для печати средне и крупногабаритных изделий. Позволяет получать хорошее качество поверхности, значительно сокращая время печати.
Рекомендуемое значение высоты слоя: 0,2 мм, но может варьироваться от 0,1 мм до 0,4 мм.
Сопло D / 0,8 мм
Самое оптимальное сопло по соотношению производительность/грубость поверхности.
Рекомендуемое значение высоты слоя: 0,3 мм, но может варьироваться от 0,2 мм до 0,6 мм.
Сопло D / 1 мм
Используется для изготовления габаритных моделей.
Рекомендуемое значение высоты слоя: 0,45 мм, но может варьироваться от 0,3 мм до 0,8 мм.
Сопло D / 1,2 мм
Используется для изготовления габаритных моделей.
Рекомендуемое значение высоты слоя: 0,45 мм, но может варьироваться от 0,3 мм до 0,8 мм.
Используется для печати высокодетализированных и мелких изделий.
Рекомендуемое значение высоты слоя: 0,08 мм, но может варьироваться от 0,02 мм до 0,1 мм.
Сопло D / 0,3 мм
Используется для печати изделий любых размеров, в том числе изделий с повышенной детализацией. Не рекомендуется использовать для печати крупногабаритных моделей из-за длительного времени изготовления.
Рекомендуемое значение высоты слоя: 0,1 мм, но может варьироваться от 0,02 мм до 0,25 мм.
Сопло D / 0,5 мм
Подходит для печати средне и крупногабаритных изделий. Позволяет получать хорошее качество поверхности, значительно сокращая время печати.
Рекомендуемое значение высоты слоя: 0,2 мм, но может варьироваться от 0,1 мм до 0,4 мм.
Сопло D / 0,8 мм
Самое оптимальное сопло по соотношению производительность/грубость поверхности.
Рекомендуемое значение высоты слоя: 0,3 мм, но может варьироваться от 0,2 мм до 0,6 мм.
Сопло D / 1 мм
Используется для изготовления габаритных моделей.
Рекомендуемое значение высоты слоя: 0,45 мм, но может варьироваться от 0,3 мм до 0,8 мм.
Сопло D / 1,2 мм
Используется для изготовления габаритных моделей.
Рекомендуемое значение высоты слоя: 0,45 мм, но может варьироваться от 0,3 мм до 0,8 мм.
Вернуться
Стекло для Hercules Strong 2017
€
1230
Версия
Стекло для 3D принтера Hercules Strong 2017 / 1230 ₽
Размер: 300х300 мм
Данное стекло установлено в принтерах с серийными номерами с HS2170126 по HS2170130, с HS2170140 и т.д.
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Стекло для 3D принтера Hercules Strong 2017 / 10 000 ₽
Размер: 300х300 мм
Стекло съёмное, поставляется в сборе с подогреваемым элементом (силиконовая грелка).
Обязательно использовать пленку для защиты поверхности стекла.
Размер: 300х300 мм
Данное стекло установлено в принтерах с серийными номерами с HS2170126 по HS2170130, с HS2170140 и т.д.
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Стекло для 3D принтера Hercules Strong 2017 / 10 000 ₽
Размер: 300х300 мм
Стекло съёмное, поставляется в сборе с подогреваемым элементом (силиконовая грелка).
Обязательно использовать пленку для защиты поверхности стекла.
Вернуться
Стекло для Hercules
€
199
Версия
Стекло для 3D принтера Hercules 2016 / 199 ₽
Размер: 180х180 мм
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Стекло для 3D принтера Hercules 2018 / 240 ₽
Размер: 200х200 мм
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Размер: 180х180 мм
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Стекло для 3D принтера Hercules 2018 / 240 ₽
Размер: 200х200 мм
Стекло съёмное, подогреваемая платформа в комплекте не поставляется.
Дополнительно рекомендуется использовать клей для повышения адгезии «Иолай» или плёнку для стола.
Вернуться
Плёнка для адгезии
€
150
Размер
Количество
Плёнка для повышения адгезии. Рекомендуется для использования на 3D принтерах Hercules Strong.
Плёнка также служит защитой от механических повреждений стеклянной поверхности принтера при отсоединении изделия.
Рекомендуется наклеивать при нагретой поверхности. Снимать изделие рекомендуется после остывания.
Плёнка также служит защитой от механических повреждений стеклянной поверхности принтера при отсоединении изделия.
Рекомендуется наклеивать при нагретой поверхности. Снимать изделие рекомендуется после остывания.
Back
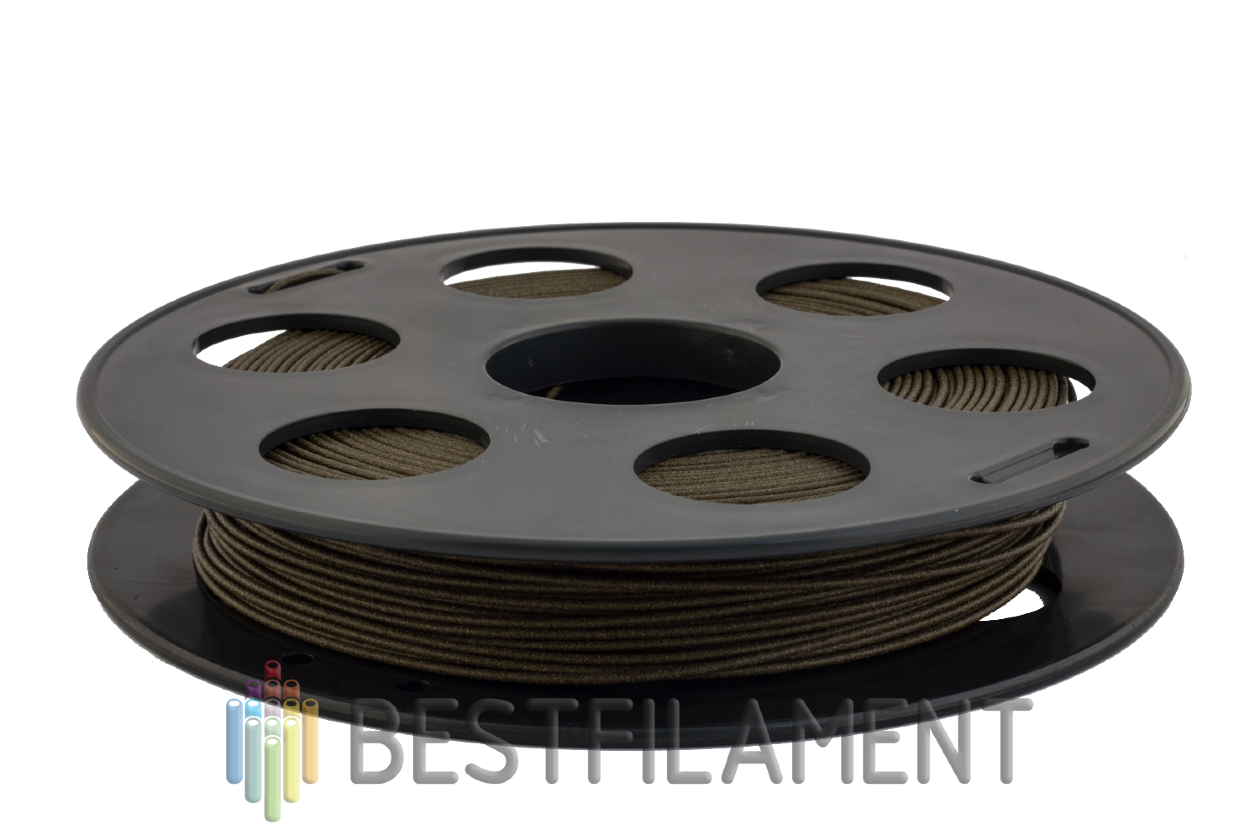
BFBronze
€
1800
Color
Diameter and weight
Use material from BfBronze Bestfilament print decorative products with a stunning bronze finish. Neat grinding of the model will allow even brighter Shine to the particles of bronze powder.
Recommended print settings
Extruder: 215–235 °C
Platform: 60–80 °C
Advice from Bestfilament
For quality printing, use nozzles of diameter 0,5 mm and more.
Recommended print settings
Extruder: 215–235 °C
Platform: 60–80 °C
Advice from Bestfilament
For quality printing, use nozzles of diameter 0,5 mm and more.
Back
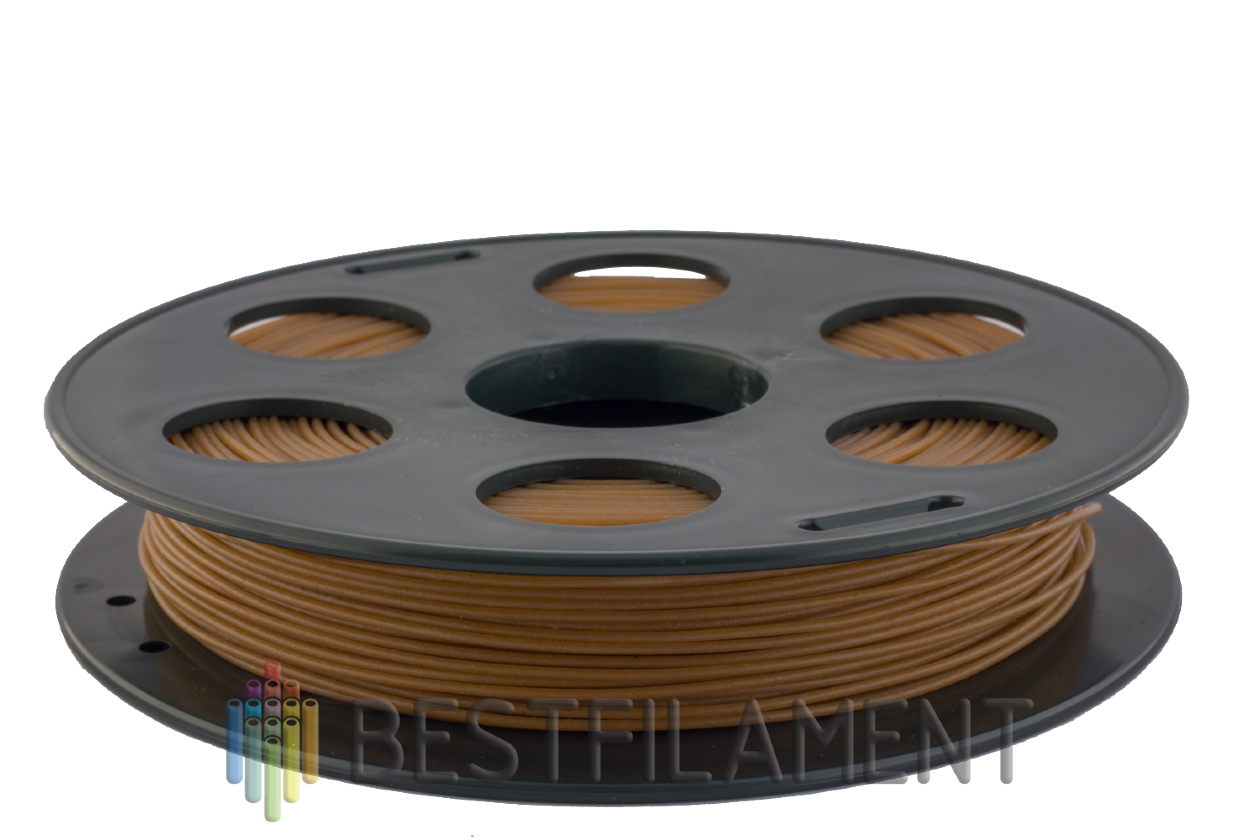
BFWood
€
1500
Color
Diameter and weight
C BfWood from Bestfilament you can get stylish pieces with the wood texture, but also by changing the temperature during printing to achieve a smooth change of the shade material.
Recommended print settings
Extruder: 215–235 °C
Platform: 60–80 °C
Advice from Bestfilament
For quality printing, use a nozzle with a diameter of 0,5 mm and more.
Recommended print settings
Extruder: 215–235 °C
Platform: 60–80 °C
Advice from Bestfilament
For quality printing, use a nozzle with a diameter of 0,5 mm and more.
Back
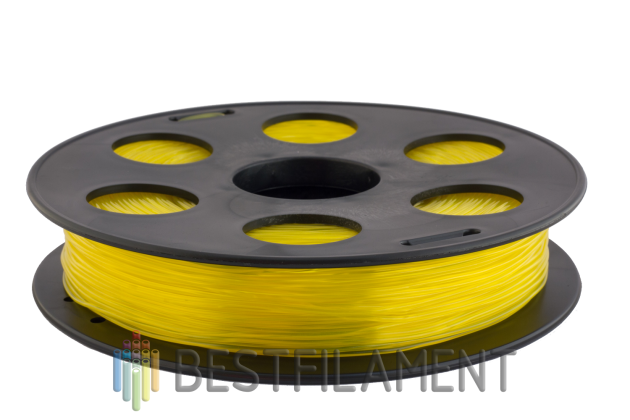
Watson
€
835
Color
Diameter and weight
The most popular plastic for prototyping and creating изделийWatson light transmitting plastic are available in different colors.
Benefits Watson Bestfilament
Watson (styrene butadiene copolymer). Strength, ductility and heat resistance make it a material that is often favoured in engineering and mechanical applications. The modulus of elasticity is much less than that of ABS, i.e., the printed parts are more flexible. The thread will not break off and will not break when printing.
Recommended print settings
Extruder: 230–240 °C
Platform: 90–100 °C
Solvents: lemon, dichloromethane, xylene, solvent
Advice from Bestfilament
To achieve the visual effect of glass recommend you to use lemon, dichloromethane, xylene or solvent.
Benefits Watson Bestfilament
- Transparent (up to 93% light transmission). Colouring material gives a very beautiful effect
- Bright, juicy colors
- No smell when printing
- Extremely low moisture absorption
- Tolerance for contact with food products
- High gloss surface
- Low stiffness at low thickness
- High heat resistance
- The ability to withstand large strains in bending without breaking
Watson (styrene butadiene copolymer). Strength, ductility and heat resistance make it a material that is often favoured in engineering and mechanical applications. The modulus of elasticity is much less than that of ABS, i.e., the printed parts are more flexible. The thread will not break off and will not break when printing.
Recommended print settings
Extruder: 230–240 °C
Platform: 90–100 °C
Solvents: lemon, dichloromethane, xylene, solvent
Advice from Bestfilament
To achieve the visual effect of glass recommend you to use lemon, dichloromethane, xylene or solvent.
Back
Nylon
€
1800
Color
Diameter and weight
Durable material, very resistant to abrasion. Ideal for printing gears and other structures exposed to severe mechanical loads.
Recommended print settings
Print temperature: 220–230 °C
Table: 90–100 °C
Recommended print settings
Print temperature: 220–230 °C
Table: 90–100 °C
Back
ASA
€
1990
Color
Diameter and weight
Weatherproof analogue of ABS plastic. It has a high rigidity, resistant to diluted acids, mineral oils, diesel fuel. Unlike ABS plastic, ASA-plastic is resistant to UV radiation. Does not yellow outdoors. Well recycled. ASA plastic is designed for making ceiling lamps, exterior car parts, lighting products.
The use of the automated line quality control ensures the deviation of the diameter of the rod within the coil is not more than 0,02 mm. For the production of ABS rod Bestfilament we use high quality Korean raw material, which can significantly reduce the degree of deformation of large parts.
Recommended print settings
Extruder: 220–270 °C
Platform: 90–110 °C
Advice from Bestfilament
To improve adhesion coated plastic platform recommend you to use a hairspray or a solution of abs in acetone.
The use of the automated line quality control ensures the deviation of the diameter of the rod within the coil is not more than 0,02 mm. For the production of ABS rod Bestfilament we use high quality Korean raw material, which can significantly reduce the degree of deformation of large parts.
Recommended print settings
Extruder: 220–270 °C
Platform: 90–110 °C
Advice from Bestfilament
To improve adhesion coated plastic platform recommend you to use a hairspray or a solution of abs in acetone.
Back
PET-G
€
1990
Color
Diameter and weight
Is a wear-resistant copolyester (combination). PET means terephthalate and G says that he modified with glycolfor greater durability. Durable material, exceptionally strong and no smell when printing.
The use of the automated line quality control ensures the deviation of the diameter of the rod within the coil is not more than 0,02 mm.
Recommended print settings
Extruder: 220–245 °C
Platform: 60 °C
Advice from Bestfilament
If you have problems with the removal of the finished model from the table, we recommend you extremely cool product, remove snow, put in the freezer.
The use of the automated line quality control ensures the deviation of the diameter of the rod within the coil is not more than 0,02 mm.
Recommended print settings
Extruder: 220–245 °C
Platform: 60 °C
Advice from Bestfilament
If you have problems with the removal of the finished model from the table, we recommend you extremely cool product, remove snow, put in the freezer.
Back
Flex (TPE)
€
2290
Color
Diameter and weight
Flexible BFLEX soft material. The material is ideal for printing flexible products: gaskets, spacers, dampers, wheels.
If you feel confident enough when printing "normal" plastics, we advise you to pay attention to the line composite material Bestfilament, as well as on the plastic Watson – all consumables can be easily purchased in the online store bestfilament.ru
Recommended print settings
Extruder: 220–250 °C
Platform: 80–90 °C
If you feel confident enough when printing "normal" plastics, we advise you to pay attention to the line composite material Bestfilament, as well as on the plastic Watson – all consumables can be easily purchased in the online store bestfilament.ru
Recommended print settings
Extruder: 220–250 °C
Platform: 80–90 °C
Back
HIPS
€
1690
Color
Diameter and weight
Is popular as a material for the supports when printing in conjunction with ABS. HIPS has the same print settings as ABS, which makes them an excellent set for dual extrusion. To remove the support from the HIPS, you can use d-limonene, while the model does not remain traces from the supports.
HIPS is perfect not only for printing supports, it also has less shrinkage during printing, making it an excellent choice for printing models demanding a clear size. HIPS are easier than ABS and is ideal for models where important light weight.
Recommended print settings
Extruder: 230–260 °C
Platform: 90–100 °C
Airflow models: Yes
Print speed: 40–80 mm/s
Retracts: Yes
Shrinkage in the manufacture of products: 0,4%
Solvents: Lemon
Advice from Bestfilament
Along with ABS is a great pair for dual extrusion. Printed support HIPS dissolves in limonene, leaving no residue on the model, printed ABS.
HIPS is softer, easier to process mechanically than PLA or ABS.
For best results when printing HIPS recommend you to turn on air cooling (cooling) of the nozzle. This will allow the layers to harden evenly, the printed surface will be more smooth.
HIPS is perfect not only for printing supports, it also has less shrinkage during printing, making it an excellent choice for printing models demanding a clear size. HIPS are easier than ABS and is ideal for models where important light weight.
Recommended print settings
Extruder: 230–260 °C
Platform: 90–100 °C
Airflow models: Yes
Print speed: 40–80 mm/s
Retracts: Yes
Shrinkage in the manufacture of products: 0,4%
Solvents: Lemon
Advice from Bestfilament
Along with ABS is a great pair for dual extrusion. Printed support HIPS dissolves in limonene, leaving no residue on the model, printed ABS.
HIPS is softer, easier to process mechanically than PLA or ABS.
For best results when printing HIPS recommend you to turn on air cooling (cooling) of the nozzle. This will allow the layers to harden evenly, the printed surface will be more smooth.
Back
ABS plastic
€
1490
Color
Diameter and weight
Plastics one of the first in the history of 3D printing. ABS remains popular due to its durability, which allows you to print high-impact details, resistant to wear and tear.
ABS also has a higher glass transition temperature, which means that the plastic can withstand higher temperatures (operating temperature up to +80°C) before it starts to deform.This makes ABS an excellent choice for printing models outdoor or high temperature applications.
When printing ABS you will need good ventilation in the room as the plastic has a smell. ABS also has a tendency to shrink when cooled, so your printer required a closed housing to maintain the temperature at the time of printing.
Model printed in ABS, easily handled with acetone to smooth the layers and create a glossy surface.
Recommended print settings
The temperature of the extruder: 230–260 °C
Temperature table: 90–110 °C
Print speed: 40–60 mm/s
Airflow models: No (May be required for small parts)
Retracts: Yes Printer enclosure: Closed
Shrinkage printing: 0,4%
Solvents: Dichloroethane, dichloromethane, acetone, ethyl acetate
Advice from Bestfilament
To improve adhesion coated plastic platform recommend you to use a hairspray or a solution of ABS in acetone.
Use only in well-ventilated areas.
To avoid twisting of the model and cracking mandatory heating the platform when printing, as well as a closed housing of the printer.
ABS also has a higher glass transition temperature, which means that the plastic can withstand higher temperatures (operating temperature up to +80°C) before it starts to deform.This makes ABS an excellent choice for printing models outdoor or high temperature applications.
When printing ABS you will need good ventilation in the room as the plastic has a smell. ABS also has a tendency to shrink when cooled, so your printer required a closed housing to maintain the temperature at the time of printing.
Model printed in ABS, easily handled with acetone to smooth the layers and create a glossy surface.
Recommended print settings
The temperature of the extruder: 230–260 °C
Temperature table: 90–110 °C
Print speed: 40–60 mm/s
Airflow models: No (May be required for small parts)
Retracts: Yes Printer enclosure: Closed
Shrinkage printing: 0,4%
Solvents: Dichloroethane, dichloromethane, acetone, ethyl acetate
Advice from Bestfilament
To improve adhesion coated plastic platform recommend you to use a hairspray or a solution of ABS in acetone.
Use only in well-ventilated areas.
To avoid twisting of the model and cracking mandatory heating the platform when printing, as well as a closed housing of the printer.
Back
ABS/PC
€
1390
Color
Diameter and weight
Is a mixture of PC and ABS, providing a unique combination of high processibility of ABS with excellent mechanical properties, impact resistance and temperature resistance PC.
Basic properties of PC/ABS
1 High impact resistance even at low temperature
2 Thermal stability
3 High rigidity
4 Good machinability
5 Small total shrinkage and high dimensional accuracy
6 Suitability for dyeing and print
Recommended print settings
Extruder: 250–260 °C
Platform: 100–110 °C
Basic properties of PC/ABS
1 High impact resistance even at low temperature
2 Thermal stability
3 High rigidity
4 Good machinability
5 Small total shrinkage and high dimensional accuracy
6 Suitability for dyeing and print
Recommended print settings
Extruder: 250–260 °C
Platform: 100–110 °C
Back
PLA plastic
€
1490
Color
Diameter and weight
In the field of home 3D printing PLA plastic (polylactic acid, a structural unit of which is lactic acid) is a recognized leader. Despite the fact that PLA is quite often compared to ABS, their characteristics differ markedly.
One of the main distinguishing features of PLA is that it is easy to print. PLA has a lower printing temperature than ABS. PLA is minimally deformed when the temperature changes unlike ABS. Another significant advantage of PLA-plastic - no unpleasant smell during the printing process.
PLA is the most environmentally friendly plastic. Natural raw materials composed of PLA plastic allows threats to human health to use it for different purposes.
Recommended print settings
Extruder: 190–230 °C
Platform: 0/40–60 °C
Print speed: 40–60 mm/s
Air Cooling: Yes
Retracts: Yes
Shrinkage printing: Minor
Solvents: Dichloromethane, Dichloroethane
Operating temperature: -20 °C to +40 °C
Advice from Bestfilament
The softening temperature of PLA plastic about 50 degrees, so when there is insufficient cooling of a thermal barrier possible softening of the plastic and formation of the tube. To avoid this, provide maximum airflow of the radiator of a thermal barrier
Use a foam filter with some oil (machine or vegetable) when printing PLA plastic to prevent the formation of the tube.
PLA plastic retains plasticity for some time after cooling, which is useful, for example, to build composite models. Slightly heat the parts before Assembly to make them easier to connect.
One of the main distinguishing features of PLA is that it is easy to print. PLA has a lower printing temperature than ABS. PLA is minimally deformed when the temperature changes unlike ABS. Another significant advantage of PLA-plastic - no unpleasant smell during the printing process.
PLA is the most environmentally friendly plastic. Natural raw materials composed of PLA plastic allows threats to human health to use it for different purposes.
Recommended print settings
Extruder: 190–230 °C
Platform: 0/40–60 °C
Print speed: 40–60 mm/s
Air Cooling: Yes
Retracts: Yes
Shrinkage printing: Minor
Solvents: Dichloromethane, Dichloroethane
Operating temperature: -20 °C to +40 °C
Advice from Bestfilament
The softening temperature of PLA plastic about 50 degrees, so when there is insufficient cooling of a thermal barrier possible softening of the plastic and formation of the tube. To avoid this, provide maximum airflow of the radiator of a thermal barrier
Use a foam filter with some oil (machine or vegetable) when printing PLA plastic to prevent the formation of the tube.
PLA plastic retains plasticity for some time after cooling, which is useful, for example, to build composite models. Slightly heat the parts before Assembly to make them easier to connect.
Products
Contacts

© 2014–2018, LLC Ortus Industry s.r.o., Na bahnech 574/21, Čakovice, 196 00 Praha 9, ITN 05645824
Education
Imprinta
We use cookies to provide the best site experience. More information on Cookies Policy page
Accept and close